研发、生产陶瓷研磨球,一站式解决方案!
耐磨损 抗冲击,指导用户选型!
我们提供满意的售后保障!
耐磨损 抗冲击,指导用户选型!
我们提供满意的售后保障!
- 1
- 1

公告:
- 欢迎光临!
联系我们Contact us

公司:萍乡金瑞新材料有有限公司
地址:江西省萍乡市湘东区
联系人:卢经理
电话:0799-3495302
手机:19907090556
邮箱:27749890@qq.com

请扫码加微信,业务、售后无忧
蓄热加热炉问题分析一例
来源:|作者:金瑞 |发布时间:2021-04-05 |次浏览
陶瓷小球具有耐高温、 强度高、 使 用 寿 命长、 重复性能好、 后期运行维护费用低的点,在蓄热式加热炉上得到了广泛应用。 蜂窝陶瓷蓄体具有比表面积大、 阻力小、 蓄力强
湖北新冶钢有限公司轧钢事业部某机组作业区一座蓄热加热炉分预热段、加热段和均热段,其有效尺寸为 24.956m*3.4m,设计产量为 45t/h。 该炉子建于 2002 年,经过两次大修和改造 后,目前以高焦混合煤气为燃料,采用空气单蓄热的加热方式。该机组生产对炉子的加热质量要求 比较高,但在实际使用过程中,炉子存在较多的问题,影响到生产的节奏和产品的质量。 本文针对 该加热炉的缺点进行分析并提出技术改造和管理制度改造相结合的改造方案。
蓄热式加热炉是利用蓄热式燃烧 (高温空气燃烧) 技术 [1], 实现有高效余热回收、 高温预热空气及低NOx排放等点 [2]。 它符合工业炉窑三高一低 (高炉温、 高排烟、 高余热回收和低惰性) 的发展方向 [3], 具有广泛的推广应用前景。大冶特殊钢股份有限公司轧钢事业部500机组作业区机组加热炉作为轧钢生产线的重要组成设备, 建设时就采用了国内流行的炉型———蓄热式加热炉。 炉子自投产以来运行稳定, 基本能适应长时间高产量生产的需要, 该炉子主要加热150方坯和180*150方坯, 该机组主要生产高性能弹簧扁钢和小规格圆钢。 由于技术条件限制, 炉子建成时采用的是两根炉筋管支撑的推钢式出钢方式, 其容易产生黑印等不良影响, 直接影响钢材轧制的质量。 本文针对该炉子的势和存在的不足, 对炉子的技术改造提出可行性方案。 1 该炉子的点该加热炉采用了单蓄热式加热技术与传统燃烧技术相比具有以下主要点: 1、 提高生产能力。 采用蓄热式燃烧技术后,提高了加热区火焰的温度, 加大了热量传输率,进而提高了加热速度, 因此生产能力可提高约20%。2、 节能降耗。 采用蓄热燃烧技术可使排放烟气的温度下降到200℃以内 (传统燃烧技术排放烟气的温度500~600摄氏度范围内), 余热被充分回收。 因此, 可节约能源40%~60%使加热炉内加热区的温度均匀, 加热区局部高温点减少, 耐火材料消耗量降低10%以上。 3、 炉内温度均匀。 由于蓄热燃烧技术的烧嘴为交替换向燃烧, 使进入加热区的助燃空气(或煤气) 的火焰与传统燃烧技术的火焰 (为扩散火焰和预混火焰) 完全不同, 呈弥散式燃烧,促进炉内温度场均匀分布, 故而加热区温度均匀, 局部高温点减少。 4、 降低有害气体排放量, 改善环境。 由于组织燃烧方式的完全改变, 空气和燃气可以相互独立地喷入炉内, 燃烧通常在贫氧状态下进行,避免了NOx的大量生成。 另一方面, 由于充分利用了废气余热, 减少了燃料的消耗量, 也大大降低了NOx和CO等有害气体的排放量, 环境得到明显改善。 2 存在的问题
1、 炉子长度有限, 加力不足。 2002年 炉子设计生产150方坯, 2007年为提高产量, 增加了蓄热烧嘴数量和加大了烧嘴加力, 同时大坯料尺寸增加到220mm*180mm。 在炉子长度不变条件下, 蓄热烧嘴的数量受到限制, 在生产大规格产品时加力明显不足, 出钢节奏较慢, 并经常出现待温加热。
2、 加热黑印严重。 炉底黑印是推钢式加热炉普遍存在的问题, 产生炉底黑印的原因是炉筋管半热滑块的冷却作用以及炉筋管耐材包扎层的遮蔽作用。 现场具体表现是出钢后明显存在两条暗带, 暗带温度与钢坯在炉时间有关。 正常节奏生产时, 黑印温度比周围钢温度低50度左右; 当生产节奏较快时, 温差可以达到120度以上。 此 时, 黑印非常明显, 容易造成产品的质量问题甚至轧机设备的损坏, 必须停轧待温后才能继续生产。
3、 经常出现粘钢事故。 出现粘钢事故的原因是生产时炉温较高, 遇突发事故后快速降温,导致熔化的氧化铁皮凝固在一起。 表现为推钢时同时掉落两支或多支钢坯, 严重时半炉子钢坯粘在一起, 造成停炉事故。 此外, 出现粘钢事故较多的部位是加热段与均热段之间的压下梁处。 此处为局部高温区, 肉眼观察其颜色较周围亮, 当易粘连的50Si2Mn弹簧扁钢在此区域停留较长时间后, 即出现粘钢问题。
2、 加热黑印严重。 炉底黑印是推钢式加热炉普遍存在的问题, 产生炉底黑印的原因是炉筋管半热滑块的冷却作用以及炉筋管耐材包扎层的遮蔽作用。 现场具体表现是出钢后明显存在两条暗带, 暗带温度与钢坯在炉时间有关。 正常节奏生产时, 黑印温度比周围钢温度低50度左右; 当生产节奏较快时, 温差可以达到120度以上。 此 时, 黑印非常明显, 容易造成产品的质量问题甚至轧机设备的损坏, 必须停轧待温后才能继续生产。
3、 经常出现粘钢事故。 出现粘钢事故的原因是生产时炉温较高, 遇突发事故后快速降温,导致熔化的氧化铁皮凝固在一起。 表现为推钢时同时掉落两支或多支钢坯, 严重时半炉子钢坯粘在一起, 造成停炉事故。 此外, 出现粘钢事故较多的部位是加热段与均热段之间的压下梁处。 此处为局部高温区, 肉眼观察其颜色较周围亮, 当易粘连的50Si2Mn弹簧扁钢在此区域停留较长时间后, 即出现粘钢问题。
3. 改造方案
针对该加热炉存在的问题并结合实际生产环境, 拟采用改造保留原有的蓄热式加热系统, 改推钢式出钢方式为步进梁式出钢方式的技术改造方案。 改造方案分为技术改造和管理方式改造相结合的方案。
3.1 技术改造:
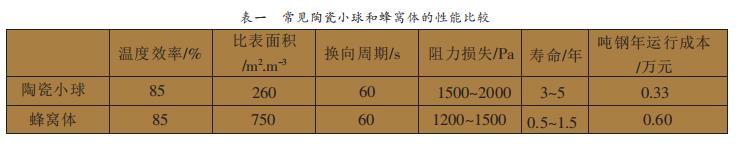
陶瓷小球具有耐高温、 强度高、 使 用 寿 命长、 重复性能好、 后期运行维护费用低的点,在蓄热式加热炉上得到了广泛应用。 蜂窝陶瓷蓄体具有比表面积大、 阻力小、 蓄力强、 热利用率高的特点但蜂窝体在烧嘴内为直通形式排列, 流体中的氧化铁皮和粉尘微粒等进入蓄热室后, 不容易堵塞通道, 还容易使含铁粉尘烧熔后, 到蜂窝体材料中, 形成了Al2O3, SiO2和FeO的晶格相变, 进一步降低了蜂窝体的熔点温度(据分析降到1138℃以下)。 综合考虑, 建议改造后的加热炉选用陶瓷小球代替蜂窝体作为蓄热体。
3.1.2换向方式及其动力系统的选型
目前采用的空气换向方式为垂直运动的小型四通换向阀, 煤气采用切断阀。 其动力方式为气缸驱动。 气动系统具有控制简单、 维护工作量小的点。 气动系统输出力小, 故障多, 无级调节, 输出力受气源影响大。 在换向时其点为:换向控制简单、 管路简洁、 操作简单成本低; 其缺点为: 换向时炉压变化大、 换向时未进入炉内燃烧的煤气直接从共用管道中被引风机抽出, 其管道直径较大, 换向阀距蓄热室距离较长, 换向时浪费煤气。 目前常用的换向系统还有液压传动、 电动系统和电液传动系统。 液压系统具有调节方便、 输出力大、 控制简单、 冲击力小等点, 但需要有液压站等附属设备, 且维护工作量大。 电动系统的缺点是控制系统较复杂, 且故障多, 耐久性差, 可靠性差。 电液传动具有液压传
3.1.1蓄热体的选型
蓄热体为易耗品 [4], 其自身质量和蓄力直接影响到加热炉的运行状态。 目前常用的蓄热体主要有两种: 蓄热球及蜂窝体, 这两种蓄热体都能满足加热炉的使用要求, 但它们又有各自的缺点, 其性能比较见表动的点, 且体积小、 结构简单, 因此改造后建议采用电液传动系统。
3.1.3蓄热烧嘴连接方式
蓄热烧嘴是蓄热式加热炉关键的设备之一。 根据加热炉的炉膛尺寸, 选择合适的蓄热箱结构和蓄热体材质与形状, 合理设计蓄热烧嘴。目前采用的是单蓄热式烧嘴, 只对空气蓄热。 目前蓄热式烧嘴与炉墙的连接方式通常有法兰连接和固定焊接两种方式。 前者多针对单蓄热烧嘴,而后者多用于双蓄热烧嘴。 由于建设初期采用的是双蓄热式烧嘴, 因而采用固定焊接的连接方式。 在使用过程中常常出现炉墙冒火等情况, 究其原因, 是因为烧嘴与炉墙本体结合不严, 烧嘴内高温煤气通过这些缝隙窜出炉墙钢板后, 在大气中燃烧。 法兰连接方式专为单蓄热式烧嘴设计, 且易于换, 无需在焊接操作为可靠。 故改造后建议改用法兰连接方式, 且此连接方式在公司新建加热炉中广泛使用。
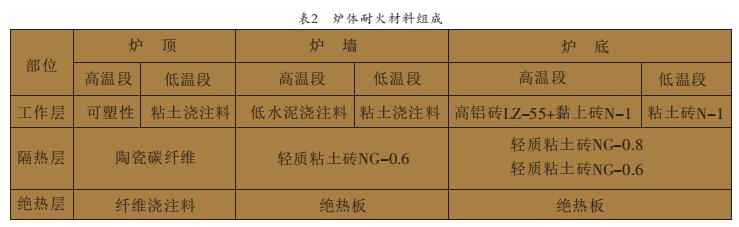
3.1.4炉体耐火材料的选择
炉体各部分耐火材料选择时需充分考虑所用材料的受压强度、 传热特性、 热稳定性, 确保墙体不产生裂纹、 变形开裂、 塌陷短路 [5]。 还要考虑材料施工时的难易程度及施工后的效果。 常用的炉体各部分耐火材料组成如表2所示:针对上述炉体各部分耐火材料的组成, 及本机组加热炉实际加热温度 (1250~1300℃), 炉墙外 表 面 温 度 理 论 上 满 足GB/T 16618-1996 《工业炉窑保温技术通则》 要求 [6], 炉顶外表面温度
高于GB/T16618-1996规定 值。 然而耐火材料实际的导热系数与理论值存在偏差, 加上炉体砌筑施工时质量不过关等因素, 在实际生产中炉顶、炉墙温度均会略高于理论计算温度。 此外, 生产方也曾反映炉顶、 炉墙外表面温度偏高的问题。出去耐火材料自身的不确定因素及施工质量的影响外, 在进行蓄热式加热炉设, 炉顶、 炉墙耐火材料的组成上应该进行一些调整, 避免实际生产中外表面温度偏高。 具体调整方式, 需本单位技术人员与生产厂家共同研究和摸索, 并结合资深技师多年实践经验, 以期找到一种适合与蓄热式加热炉的耐火材料组合方式。 如采用加厚保温层厚度、 工作层贴高温耐火纤维等措施。
3.1.5出钢方式的改进
500机组加热炉目前采用的是推钢式出钢,此种方式容易产生黑印、 粘钢等弊端, 严重影响钢材轧制的质量, 应改为目前为常用的步进梁出钢方式。 步进梁式系统具有技术成熟、 出钢高效等点, 其动作方式如图1所示:
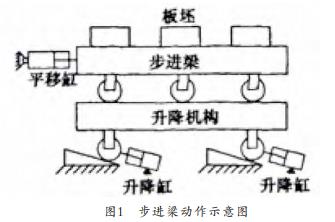
板坯在加热炉里的移动式通过固定梁和载有
钢坯的步进梁进行的。 步进梁相对于固定梁作周期动作, 即: 步进梁上升 (给定信号-加速-定 速-中间减速-中间加速-定速-减速-停止), 步进梁前进 (给定信号=加速-定速-中间减速-中 间定速-中间加速-定速-减速-停止), 步进梁后退 (给定信号-加速-定速-减速-停止)。 在各个动作的起点和定速的终点均设有限位开关, 通过限位开关的触发信号配合PLC程序来控制步进梁的运动速度和时间。
3.2 管理制度改造方案:
蓄热加热炉的维护成本较常规加热炉高, 需要严格执行点检定修制度, 提高班组的维护水平。 加热炉的日常维护和操作对于加热炉的正常运行至关重要, 特别是蓄热式加热炉。 结合本人多年实际操作特谈几点体会: (1) 合理选择炉温。 根据加热的钢坯材质、轧制速度合理制定加热制定, 严禁超温。
(2) 合理控制燃烧比。 加热工应根据煤气的热值合理控制空燃比, 但在实际过程中, 煤气的热值是变化的, 波动较大, 仪表检测滞后, 所以要能用眼睛依据煤气燃烧时的颜色判断煤气热值, 合理调节空燃比。
(2) 合理控制燃烧比。 加热工应根据煤气的热值合理控制空燃比, 但在实际过程中, 煤气的热值是变化的, 波动较大, 仪表检测滞后, 所以要能用眼睛依据煤气燃烧时的颜色判断煤气热值, 合理调节空燃比。
(3) 合理控制炉压。 炉压的 控 制 很 重 要,对于炉子热损失、 设备运行至关重要。 一般炉子管理人员只注重正压的管理, 禁止炉门冒火, 往往忽略负压的管理, 对于蓄热式炉子而言, 负压的危害大, 不只是加剧氧化的产生,而且加剧蓄热体的堵塞, 负压过大时导致炉内氧化铁皮直接吸入蓄热室内, 与蓄热体高温下反应, 影响蓄热体工作状态。
(4) 烟温的控制, 对于蓄热式加热炉而言,烟温的控制至为关键。 烟温与炉温的高低、 换向周期长短、 蓄热体工作状态等息息相关。 烟温的控制应注意露点腐蚀。 一般应控制在110~150℃ 之间, 炉压过高时应一次选择烟温较低的蓄热室烟气调节阀调节开度, 保证蓄热室进出气体的平衡, 一般没有固定的公式和操作要点, 只能在实践中总结体会, 因为炉子运行状态、 蓄热体的受损状态、 调节阀的灵敏程度都是不断变化的, 日常中注意观察。
(4) 烟温的控制, 对于蓄热式加热炉而言,烟温的控制至为关键。 烟温与炉温的高低、 换向周期长短、 蓄热体工作状态等息息相关。 烟温的控制应注意露点腐蚀。 一般应控制在110~150℃ 之间, 炉压过高时应一次选择烟温较低的蓄热室烟气调节阀调节开度, 保证蓄热室进出气体的平衡, 一般没有固定的公式和操作要点, 只能在实践中总结体会, 因为炉子运行状态、 蓄热体的受损状态、 调节阀的灵敏程度都是不断变化的, 日常中注意观察。
烟温的变化还可以反映蓄热体受损情况, 从而为检修提供依据, 如果蓄热体坍塌、 堵塞严重, 该蓄热室的烟气温度一定会提高, 有别于其他的蓄热室烟气温度, 因为蓄热的能力减少, 烟气的温度瞬时就会。 (5) 电磁阀的日常维护。 对于蓄热式加热炉而言, 换向阀的正常运行其重要, 而电磁阀就是控制换向阀的重要部件。 受高温环境和高频率动作易受损。 日常维护时应注意加润滑油、擦拭灰尘、 定期换。 注意管路的密封性能、 压缩空气的工作压力情况。
