耐磨损 抗冲击,指导用户选型!
我们提供满意的售后保障!
- 1
- 1

- 欢迎光临!

公司:萍乡金瑞新材料有有限公司
地址:江西省萍乡市湘东区
联系人:卢经理
电话:0799-3495302
手机:19907090556
邮箱:27749890@qq.com

请扫码加微信,业务、售后无忧
陶瓷喷丸强化工艺在钢架构件上的应用
陶瓷喷丸,也就是氧化锆陶瓷砂,可以获得高的大残余压应力值,对于强度钢零件表面微裂纹的产生和扩展,改善产品性能,提高抗疲损寿命有较大贡献。另外,陶瓷丸成分为高质量的氧化锆和二氧化硅,性能好,无害,对零件表面以及环境不会造成任何污染;硬度高,弹丸磨损小,且磨损后的弹丸表面光滑等。
评价喷丸强化工艺的指标是多方面的例如喷丸实施前后表面粗糙度表面污染、残余应力值等,这些因素或多或少影响着产品终的性能。本文主要关注铸钢丸、陶瓷丸及两者复合喷丸3种工艺下形成的表面残余应力的变化进而确定其工艺的先进性。3种工艺试验项目如表3所示。残余应力是指没有外力或其他外部因素时,存在于机械零件内部且处于平衡状态的应力,金属零件经过各种冷热加工例如铸造、锻造、焊接、热轧、冷拉和切削加工、热处理等,都能产生分布各异的残余应力。残余应力显著影响机械零件的疲损强度、加工精度和抗腐蚀能力等性能。残余应力对疲损强度有决定性的意义。零件表面呈残余压应力时,能大大提高疲损强度反之表面为拉应力则又明显降低疲损强度。喷丸强化就是提高表面压应力通过工艺方法提高产品寿命的行之有效的措施之一。
2.2.1 喷丸要求
喷丸工艺实施前首先喷打模拟件,喷丸模拟件如图3(a)(b)所示。通过模拟喷丸检查试片的弧高值、覆盖率(首批零件喷丸时应绘制饱和曲线)喷丸后检查零件表面状态、覆盖率,并再次进行模拟喷丸,检查试片的弧高值及覆盖率是否变化,从而验证在两次模拟喷丸之间对零件进行喷丸的质量。铸钢丸每连续喷丸8h按喷打零件的参数再次喷打Almen试片验证喷丸指标值;陶瓷丸每连续喷丸4h,按喷打零件的参数再次喷打Almen试片验证喷丸指标值。
2223种工艺对应力场的影响
图4是3种不同工艺下经过多次试验获取的对残余应力场影响的曲线图,由图示可知喷丸强化后,表面

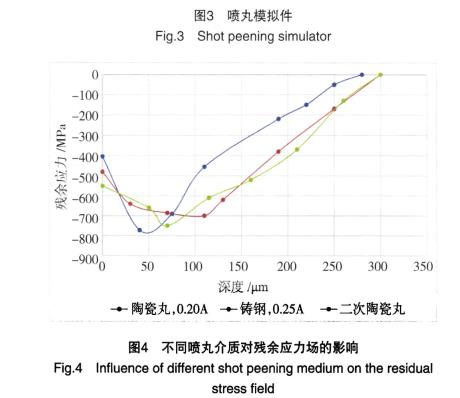
均为残余压应力分布,由于铸钢弹丸密度较大,喷丸过程中,弹丸的冲击力较多转变为材料内部的弹性力而储存起来,形成了较大的表面残余压应力。试验过程通过XStress3000应力仪对高强钢在不同喷丸参数下喷丸产生的残余应力场进行测量。喷丸产生的残余应力场为压应力场,并且存在以下4个特征参数:表面残余应力盯。大残余压应力盯。大残余压应力厚度z。和残余压应力厚度z。不同喷丸工艺所测得的残余压应力场,特征参数列于表4中。喷丸产生的残余应力场中,表面残余压应力并不是大值,大残余压应力位于距离表面一定厚度处,并且残余压应力场具有一定的梯度关系,在一定厚度处由压应力转变为拉应力.
由表4测得的不同喷丸工艺残余应力场特征参数可以看出,二次喷丸工艺具有高的表面残余压应力,而陶瓷弹丸喷丸具有高的大残余压应力值,3种工艺的残余压应力场厚度相当,均约为300pm。
4、束语
陶瓷喷丸工艺的工程化应用是在某课题研究基础之上,通过大量的工艺验证,通过研究以及试验件的试加工鉴定,从而实现具体的工程化应用。该工艺的工程化应用达到了三方面的效果,其一,打破了长期使用铸钢丸等普通弹丸喷丸强化工艺,有助于提高承力构件疲损强度,为研制长寿命起落架增添有效的工艺技术;其次,该工艺在国外已有几十年的成熟应用,但其核心技术严禁封锁,此工艺的工程化应用将大大缩小在表面强化工艺行业与国外的差距;后,因陶瓷丸硬度高、性能好,对零件及环境污染小,适合绿色项目要求,也是先进制造工艺项绿色方面发展的典型之一。
但同时由于陶瓷弹丸是一种新型弹丸,国内有关的研究报道及应用情况较少,与铸钢弹丸相比,其密度小、喷丸过程中使用的喷丸强度也相对较小,对材料表面质量及试验件疲损寿命的影响也有所不同,因此,需对陶瓷弹丸喷丸强化做各方面详细的研究:
(1)对陶瓷弹丸与铸钢弹丸喷丸强化机理性原因做更详细的研究对比,如喷丸强化对试验件表面残余应力、疲损寿命关系做系统的研究,为设计、喷丸工艺提供指导性资料;
(2)由于陶瓷弹丸尺寸可以做得更小,可以对某些螺纹根部R进行喷丸强化。因此,研究陶瓷弹丸对螺纹进行喷丸强化与螺纹滚压强化做对比,将为螺纹强化工艺提供更多选择方式的可能。
(3)研究铸钢弹丸与陶瓷弹丸喷丸强化对试验件抗应力腐蚀性能的对比,将具有重要的意义。
